IN HOUSE PROCESSES
HVOF : High Velocity Oxygene Fuel
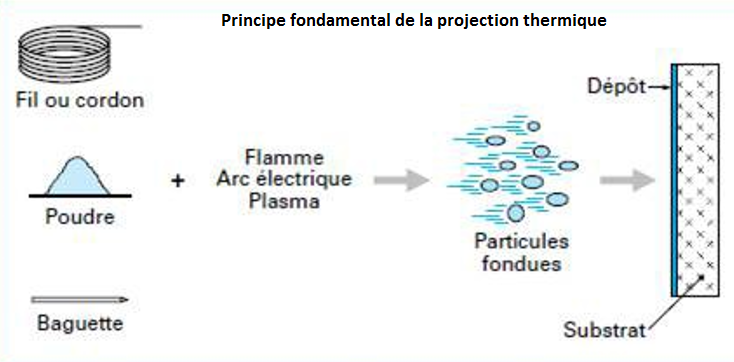
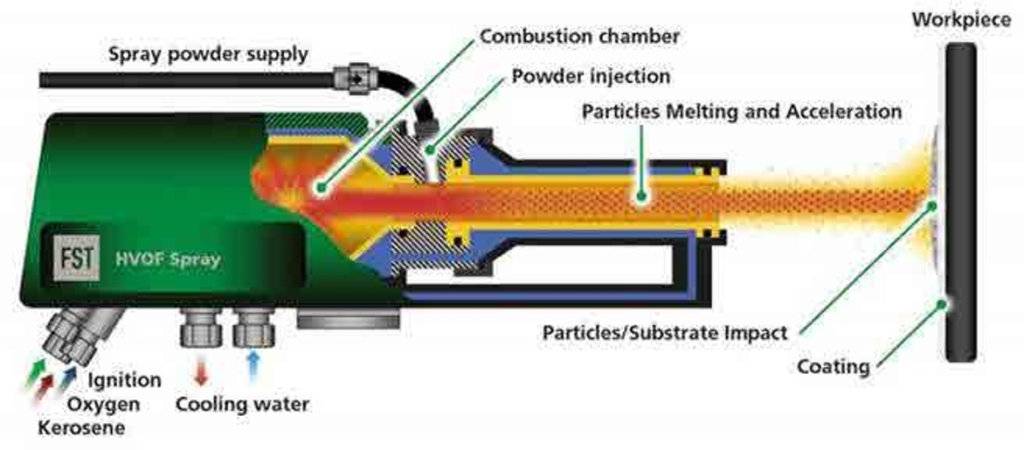
HVOF is a thermal spray process. The added material is changed to plastic state thanks to a heat source (kerosene / oxygen combustion) and is then sprayed on the base surface on which it solidifies.
This process is now NADCAP certified


Some data :
- Flame temperature: 3000°C (3273 K)
- Particles speed: 700m/s (2,300 fps)
- Gas speed: 2100m/s (6,900 fps)
- Deposit rate: 3 to 5 kg/h
- Efficiency: 60%
- Added thickness: 0.05 to 0.5mm (0.004 to 0.010 in)
- Longevity in salted mist: > 1000H as per ASTM B117
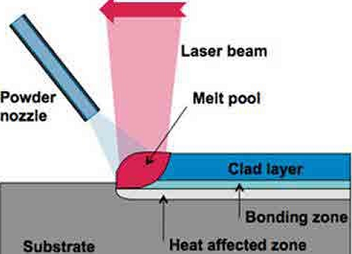
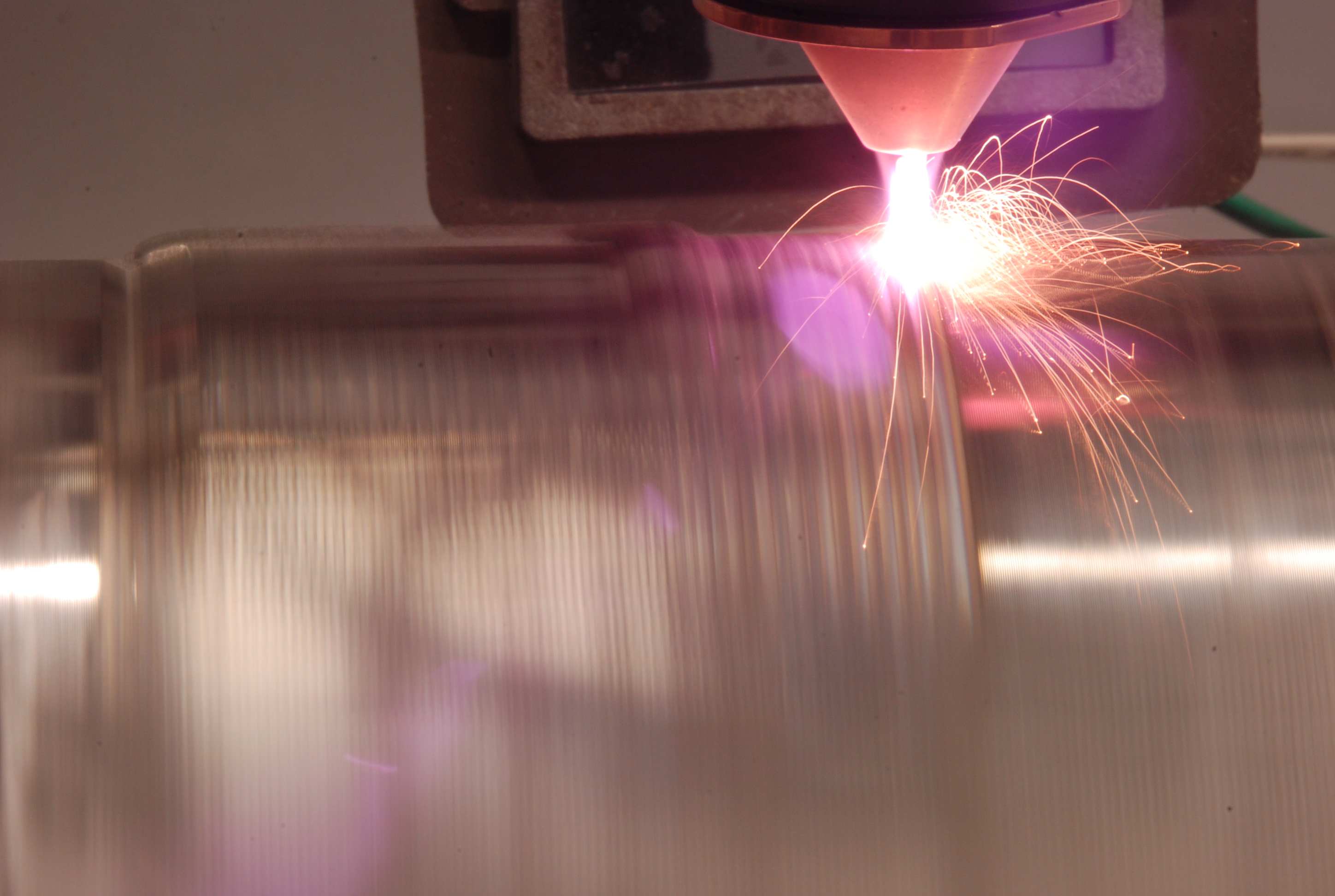
LASER
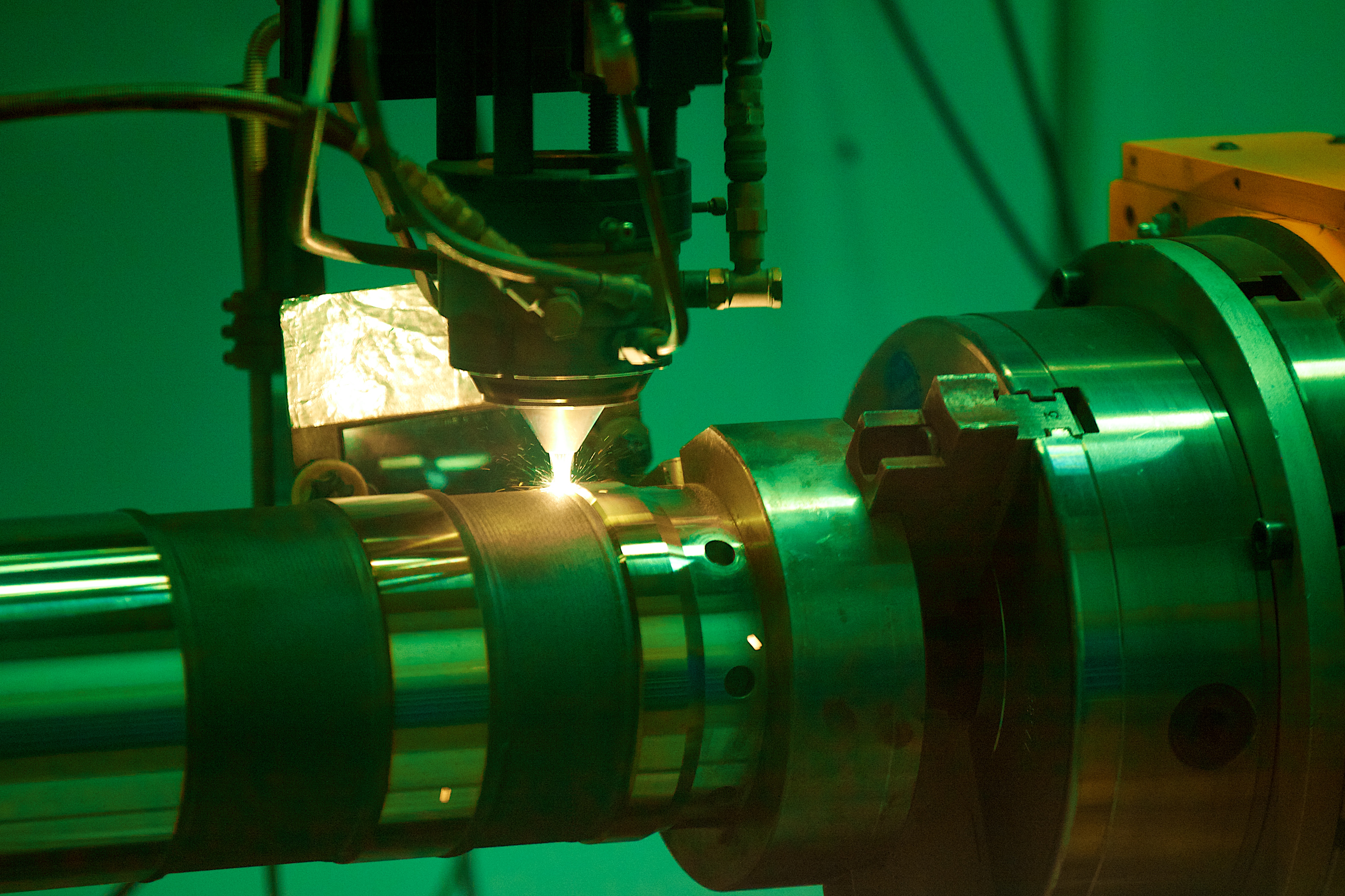
The laser source, based on diodes, creates a light ray. This ray is led to the part thanks to an optic fiber. The energy generated creates the fusion bath and the added material is brought coaxially to the laser ray thus creating the fusion with the base metal

Some data:
Maximum power: 3500W
Ray diameter: 4 mm (0.157 in.)
Deposit rate: 1 to 2.5kg/
Efficiency: 80%
Added thickness : 1 to 1.5mm (0.020 to 0.060 in)
Dilution rate: low dilution %Fe <10% at 0.5mm (0.010 in)
Heat affected zone: <1mm (0.020 in)
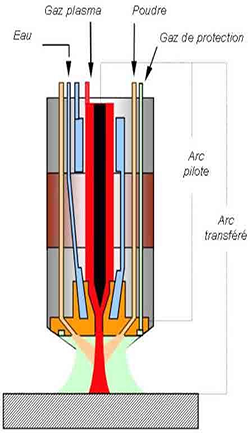
PTA : Plasma Transfer Arc
A pilote arc is created between an anode and a cathode in the torch. The gas is then ionized and changed in plasma. The plasma is then transferred to the part thanks to an arc between the cathode and the part. The added metal, in the shape of a powder, is inserted in the plasma thus creating the fusion with the base metal


Some data :
- Dilution rate: low 3 to 10%
- Deposit rate: 1.5 to 2 kg/h
- Efficiency : 80%
- Added thickness: 2.5 to 4 mm (0.12 to 0.20 in.)
- High hardness: >45 HRC
Use:
- Energy (valves),
- Glass industry,
- Automotive industry,
- Mining,
- Printing,
- Medical industry
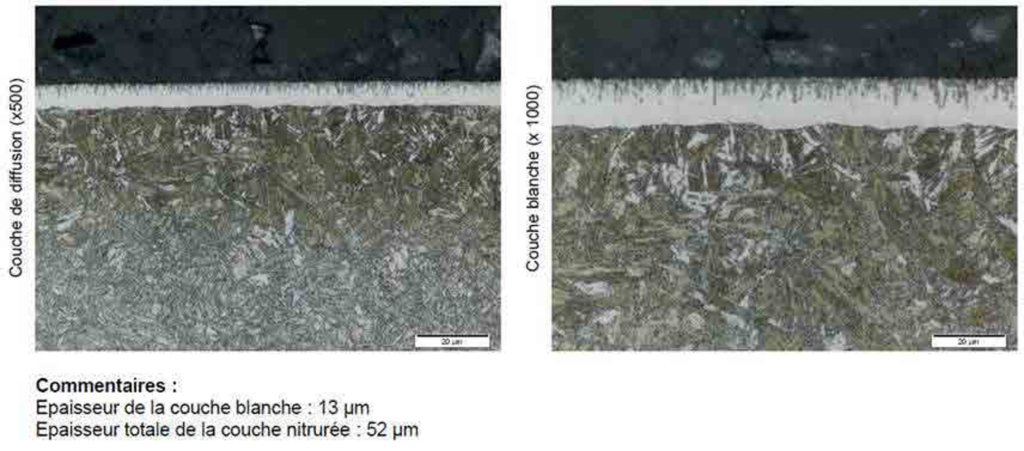
QPQ : Quench Polish Quench
The QPQ process is a nitrocarburizing bringing together a thermo-chemical diffusion in salt bath and a passivation as well as a finishing treatment.
It allows to combine the corrosion resistance, wear resistance and fatigue resistance properties on steels and cast iron. This treatment is combined to mechanical and polishing operations to lower the surface rugosity
Some data:
Temperature: 500°C to 600°C (773K to 873K)
Duration: 60 to 270 min
Thickness of nitride area: 25 to 150 µm (0.004 to 0.005in.)
Surface hardness: >50HRC
Corrosion resistance: >200H in salt mist as per ASTM B117
Use: gears, machining tools, hydraulic cylinders, pistons


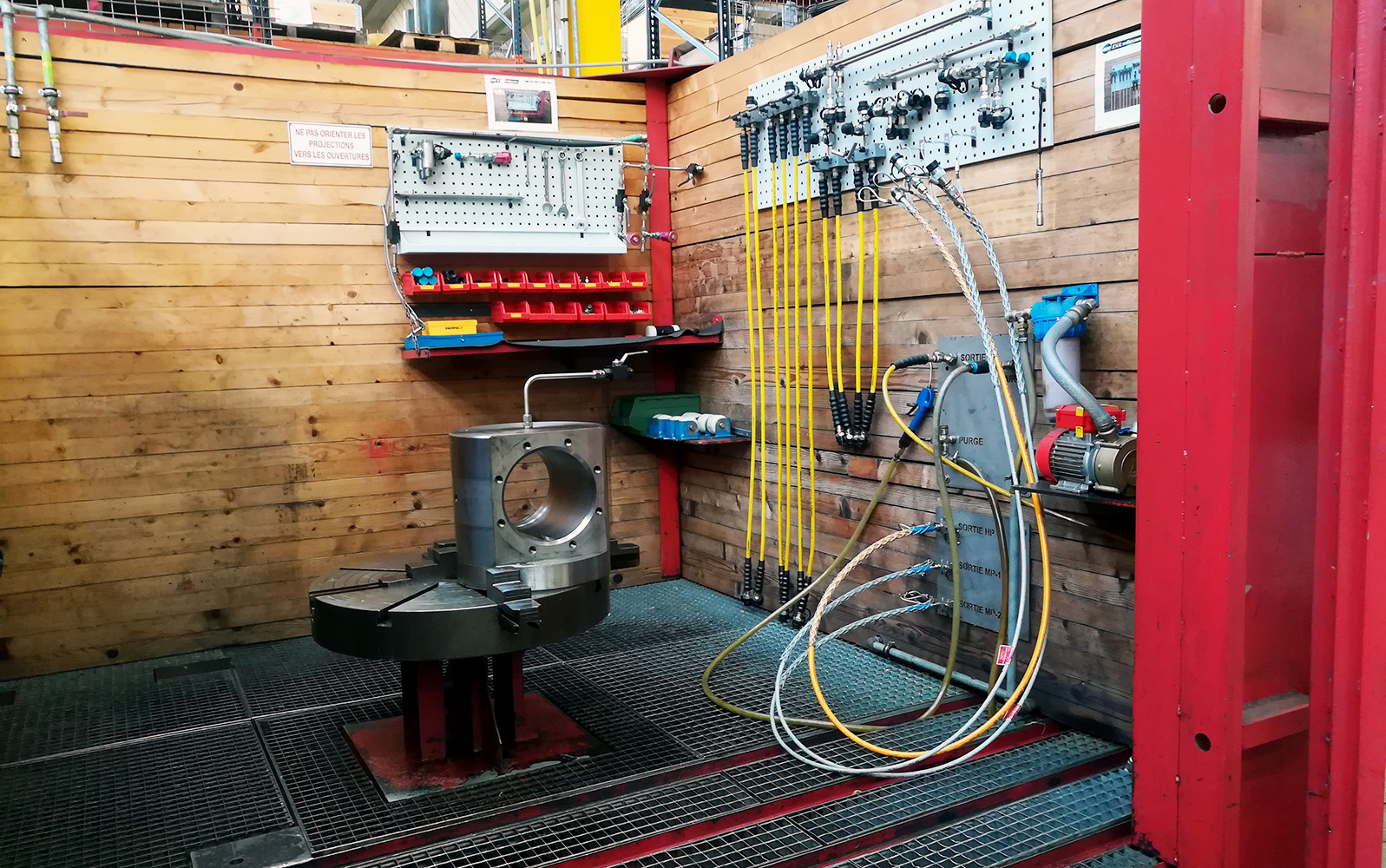


Tests
We test the assemblies as per our customers specifications and/or requirements of API standards. This essential operation confirms the products operation is correct and the safety is guaranteed for use.
Some data:
Dimensions of the part tested: 1500 x 1500 x 500mm (59 x 86 x 47 in)
Specific test bench for pistons
Equipped with numeric pressure record
Max pressure: 22500 PSI
Assembly
Assembly is a critical phase in our manufacturing process. Specific tools are designed and manufactured to optimized assembly and guarantee our workers safety.
Essential items:
Guarantee parts traceability for each assembly (using our ERP)
Guarantee a thorough cleaning of all components
Work the manufacturing orders and instructions (internal and customer’s, drawings)



